Nie wahaj się wysłać wiadomość
I. Wprowadzenie: Rozwiązanie zadania „niemożliwego”. Wyrażenie „wkładanie kwadratowego kołka w okrągły otwór” jest symbolem uniwersalnym…
CZYTAJ WIĘCEJKońcówka tnąca do wiertła to wymienna końcówka, która faktycznie usuwa materiał; samo wiertło zapewnia jedynie siłę obrotową i osiową. To oddzielenie narzędzia od napędu to jedna z najbardziej produktywnych decyzji projektowych w historii narzędzi ręcznych — do jednego korpusu wiertła można zastosować setki różnych typów i rozmiarów bitów, każdy zoptymalizowany pod kątem określonego materiału lub geometrii otworu. Dopasowanie odpowiedniego wiertła do wierconego materiału jest najważniejszym czynnikiem wpływającym na wydajność wiercenia, trwałość narzędzia i jakość otworu. Użycie niewłaściwego typu wiertła nie tylko daje słabe rezultaty, ale może uszkodzić zarówno wiertło, jak i obrabiany przedmiot.
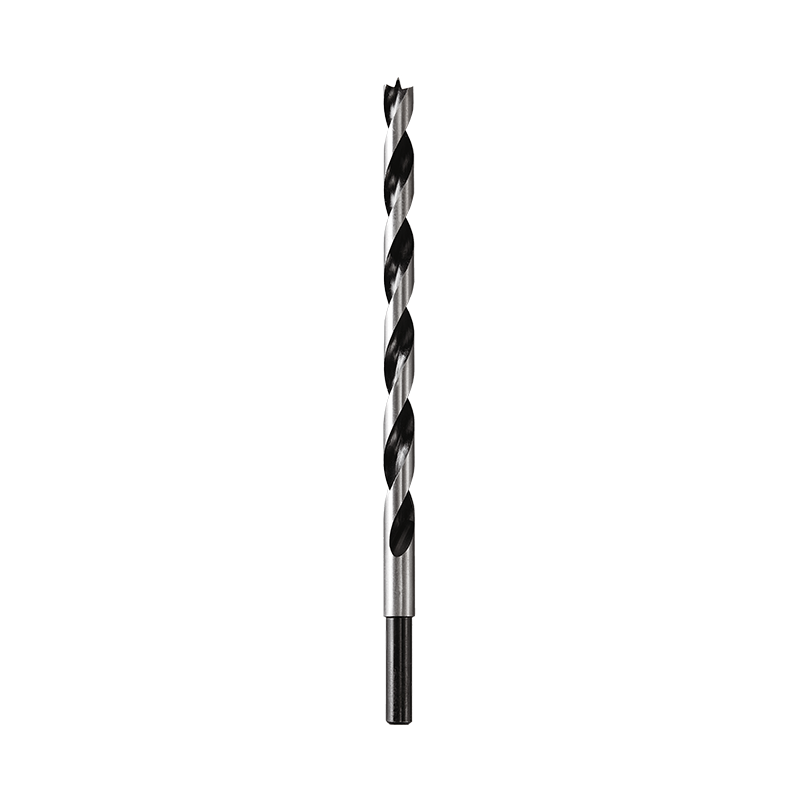
Wiertło spiralne jest najczęściej stosowanym wiertłem we wszystkich zastosowaniach związanych z wierceniem. Dostępne w średnicach od poniżej 1 mm do ponad 100 mm, bity kręte są produkowane w trzech podstawowych gatunkach materiałów, które definiują ich zakres zastosowania:
Kąt wierzchołkowy jest często pomijaną specyfikacją. Standardowy kąt 118° umożliwia wiercenie ogólnego przeznaczenia w stali miękkiej i drewnie. Geometria punktu podziału 135° centruje się samoczynnie na gładkich powierzchniach bez stempla centralnego, zmniejsza siłę nacisku i lepiej nadaje się do twardych materiałów i cienkich blach, gdzie wiertło 118° ma tendencję do chodzenia i chwytania.
Frezy do cięcia muru wykorzystują końcówkę z węglika wolframu przylutowaną do stalowego korpusu. Węglik — znacznie twardszy niż cząstki stali lub kruszywa w betonie — rozdrabnia materiał u podstawy otworu, zamiast go ciąć w konwencjonalny sposób. Działanie młota obrotowego wiertarki udarowej lub wiertła SDS zapewnia powtarzające się uderzenia, które rozbijają materiał przed końcówką, podczas gdy obrót usuwa zanieczyszczenia przez rowki.
Systemy chwytów SDS-Plus i SDS-Max, opracowane przez firmę Bosch i obecnie stanowiące standard branżowy, umożliwiają osiowe przesuwanie wiertła w uchwycie podczas wbijania, pozostając jednocześnie sprzęgniętym obrotowo. Dzięki temu energia młotka jest efektywnie przekazywana na końcówkę, bez strat energii występujących w starszych systemach młotków z uchwytem klinowym. SDS-Plus jest standardem dla bitów o średnicy do 26 mm ; SDS-Max radzi sobie z większymi średnicami i ciężkimi pracami niszczącymi.
W przypadku większych otworów w betonie (powyżej 50 mm) diamentowe wiertła rdzeniowe zastępują wiertła do pełnego muru. Stalowa rura z segmentami diamentowymi na powierzchni tnącej obraca się bez użycia młotka, wykorzystując cięcie wodą lub na sucho z użyciem ścierania diamentem, aby uzyskać otwory o czystych ściankach na instalacje wodno-kanalizacyjne, przewody elektryczne i przejścia konstrukcyjne.
Drewno wymaga innej geometrii cięcia niż metal, ponieważ włóknista struktura ziaren raczej rozdziera się niż ścina, jeśli geometria wiertła jest słabo dopasowana do zastosowania:
| Typ bitu | Materiał | Podstawowe zastosowanie |
|---|---|---|
| Wiertło stopniowe | HSS lub kobaltowy HSS | Wiele rozmiarów otworów w cienkiej blasze |
| Kawałek szkła i płytek | Grot włóczni z węglika wolframu | Płytki ceramiczne, szkło, porcelana |
| Pogłębiacz | HSS | Wgłębianie łbów śrub w drewnie/metalu |
| Otwornica | Bimetal HSS lub grys węglikowy | Otwory o dużej średnicy w drewnie, metalu, płycie gipsowo-kartonowej |
| Bit samozasilający | Węgiel lub HSS | Duże otwory w grubym drewnie konstrukcyjnym |
Prawidłowy dobór bitów wynika bezpośrednio z materiału obrabianego przedmiotu i wymaganej jakości otworu:
I. Wprowadzenie: Rozwiązanie zadania „niemożliwego”. Wyrażenie „wkładanie kwadratowego kołka w okrągły otwór” jest symbolem uniwersalnym…
CZYTAJ WIĘCEJObróbka metali zawsze była kamieniem węgielnym rozwoju przemysłu, kształtując wszystko, od części samochodowych po...
CZYTAJ WIĘCEJ1. Czym są szczypce do pomp wodnych? – Elastyczne „uniwersalne” narzędzie W nowoczesnej produkcji przemysłowej i codziennym utrzymaniu ruchu...
CZYTAJ WIĘCEJWybór odpowiednich przemysłowych narzędzi skrawających to kluczowa decyzja, która bezpośrednio wpływa na wydajność produkcji...
CZYTAJ WIĘCEJ+86-573-84611229
+86-573-84611518
NO.35 Yucao Road, miasto Ganyao, miasto Jiashan, prowincja Zhejiang, Chiny
Prawa autorskie © Zhejiang URUS Tools Co., Ltd. privacy policy
